超音波金属接合
リチウムイオン電池の集電体とタブリード接合の注意点
接合方法:金属溶接
リチウムイオン2次電池(LIB)の集電体(集電箔)とタブリードの接合は、抵抗溶接やレーザー溶接の方法もありますが、最も一般的なのは超音波金属接合です。
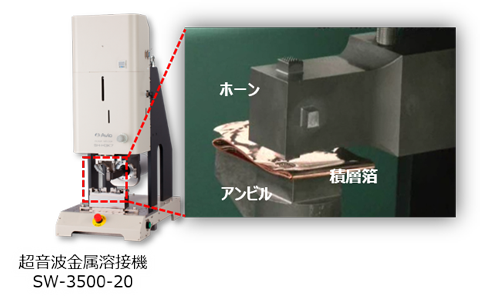
超音波による集電体接合の課題のひとつが、加圧をかけることで起きる箔の破れです。箔の破れを解決するのが、日本アビオニクス株式会社の超音波金属接合機SW-3500-20です。ホーンの高さをコントロールする変位制御機能を使用して、良品率をアップさせます。
集電体とは
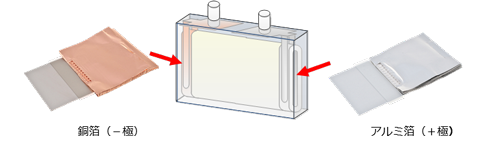
集電体とは、発電した電気を集める導電体です。電池から電気を取り出すことが役割で、タブリードと接合して、外へ電気を送ります。活物質が塗布された電極層からタブリードに電流を流す通り道でもあります。
集電体は箔を重ねて作られているので、集電箔とも言われます。
また、集電体の材料は、正極にアルミ箔、負極に銅箔が使用されます。
集電体の接合課題とは
熱伝導率が高いアルミや銅の接合は、超音波金属接合が最適です。超音波金属接合は、酸化被膜や付着物を破壊・分散し、原子間力が作用して、低温で接合する工法です。特に抵抗溶接では難しい、アルミの強固な酸化被膜にはとても有効です。ホーンの工夫により接合面積を広くとり、電気抵抗を抑えられるメリットもあります。
集電体は、10~17μm程の薄い箔を50枚以上重ねて作られています。1枚当たりの厚みはとても薄く、破れやすいので、接合する時は注意が必要です。
接合時の課題は2つあります。
- 箔が切れないように加圧時間を短くすると、すべての箔が接合しない。
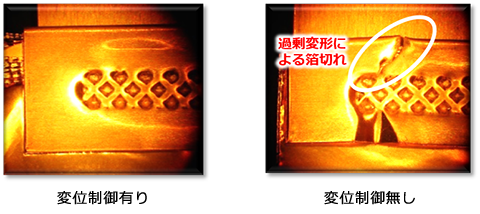
- 加圧時間が長いと箔が過剰変形し、破れる。
適切な加圧時間で接合することが必要です。
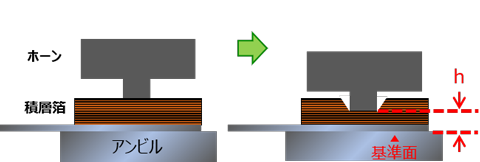
集電体の破れ防止には、ホーンの高さ位置をコントロールする、
変位制御機能が有効です
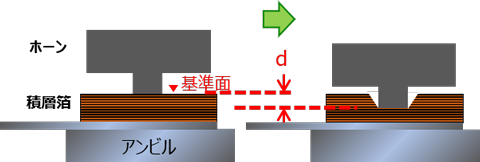
超音波金属接合機SW-3500-20は、指定の高さ量になると発振を停止する変位制御機能があります。変位制御機能を使うことで薄い箔を最適な加圧時間で、破れなく接合することができます。
変位制御機能は、2種類の機能から選択できます。ワークの潰れ量を指定するデプス変位制御と、ワークの仕上がり厚を指定するハイト変位制御です。
また、分解能1μmのリニアスケールを搭載していますので、ミクロン単位での制御が可能です。集電体のような薄い箔でも最大60枚まで破れなく接合することができます。
リチウムイオン電池集電体は、薄い箔の集まりですので、いかに最適な加圧時間で破れなく、箔とタブと接合するかが課題です。
超音波金属接合機SW-3500-20は、変位制御機能により集電体を破れなく接合することができます。
詳細の仕様は、こちらをご覧ください。
接合を確認するためのサンプル実験を承っております。実際の接合状態や強度などを試したい方はこちらにお問合せ下さい。
対応製品
サンプル実験お申し込み
性能評価やご導入時の機種選定のため、実際の装置を使ってサンプル実験を行える実験室をご用意しています。
また、サンプルをお預かりして弊社で実験を行いご返送することも可能です。
サンプル実験をご希望の方は、お申し込みページよりお気軽にお申し込みください。
製品に関するお問い合わせ
製品に関するお問い合わせはこちら
(接合実験・技術ご相談)