同軸ケーブルの全周はんだ付けを
効率化したい
タクトタイムが短縮し生産性が向上する高周波誘導加熱装置
お困りごと
同軸ケーブルの全周時はんだ付けを効率化したい
背景
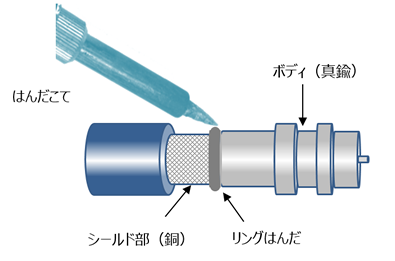
同軸ケーブルのシールド部とボディの全周はんだ付けは熱引きが大きいため、はんだこてでは 予備過熱に1分以上要することがあり生産性が低い
解決策
高周波誘導加熱を利用することにより解決します
わずか数秒でシールド部とボディを昇温し、一気に全周のはんだ付けができます
Point
- 発熱効率の良い高周波誘導加熱
誘導コイルに高周波電流を印加することでコイル内に配置した金属に電流(渦電流)を発生させて、ジュール発熱させる工法です。渦電流は金属の表面に集中して発生する(表皮効果)ため効率良く金属を直接発熱でき、シールド部とボディを数秒間ではんだ付けします。
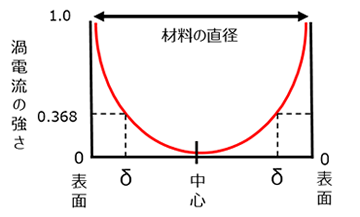
<表皮効果>
図は材料を発熱させる渦電流の強さと表面からの深さの関係を示したものです。表面が強く、内部に行くにつれ急激に弱くなりこれを表皮効果といいます。この効果によりシールド部とボディ部表面全周に電流が集中し均一なフィレットが得られました。また表面の強さの0.368倍になる深さδ(デルタ)を電流浸透深さといい、δはf(周波数)が高い程浅く、低い程深くなります。焼入れなどは深さに応じて周波数を選択します。
- 全周一気加熱により均一なフィレット形成
はんだこてなどの部分過熱方式で徐々にはんだを溶かす工法に比べ、全周を一気に加熱できるため、より均一なフィレットが形成されます。

対応機種
関連製品
サンプル実験お申込み
サンプル実験を行える実験室をご用意しています。
お気軽にお申し込みください。
最適接合ソリューションをご提案します。
お気軽にお問い合わせください。
045-930-3595
接合機器営業部
8:30〜17:00(土日・祝日・弊社休業日を除く)