樹脂と金属の直接接合が
可能な異種材接合技術
ボルトや接着剤を使用しない当社独自のドライプロセス工法
加工方法:パルスヒート加熱接合
異種材接合技術とは
当社で考案した表面処理は、機械的および化学的結合の両方の作用を付与した接着剤等を使用しないドライプロセスであり、接合エリアを選択的に表面処理することができるため、接合対象外のエリアへの影響を最小限にします。
本技術で異種材接合を行うことにより、製品の小型化・軽量化だけでなく、環境への負荷軽減、接着剤管理の廃止、部品数低減などにも貢献することができます。
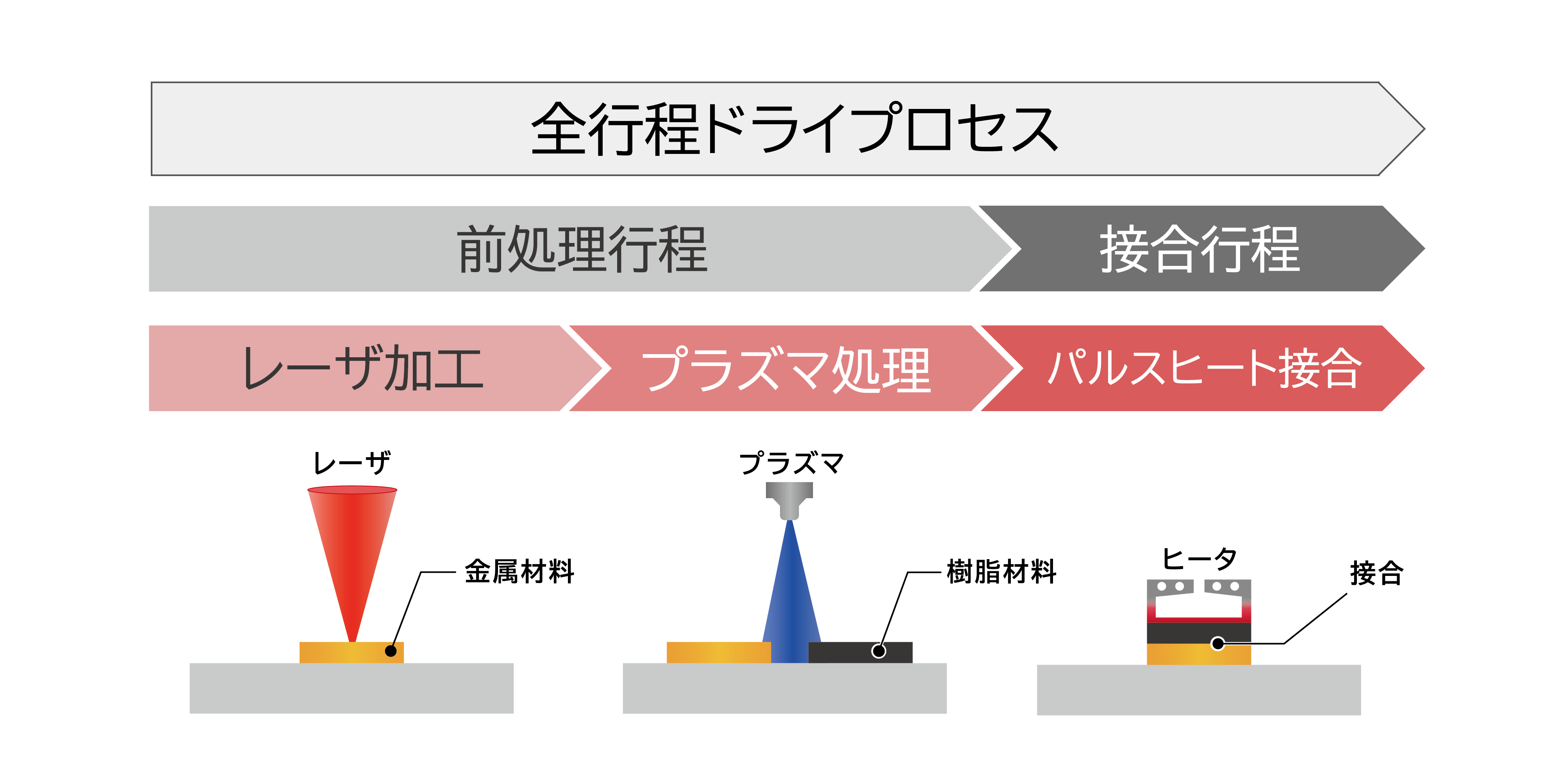
異種材接合の接合プロセス
レーザ加工、プラズマ処理、パルスヒート(熱圧着接合)の組み合わせにより、高い接合強度と良質な接合品質を実現します。
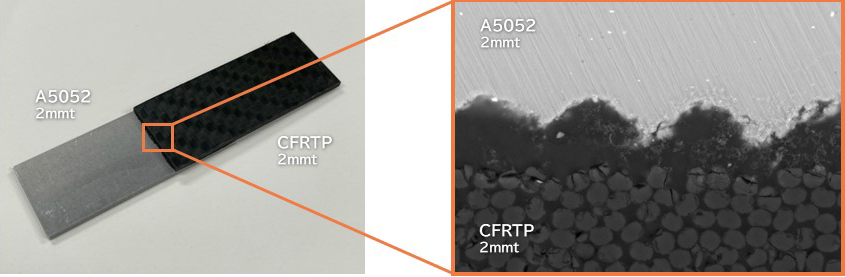
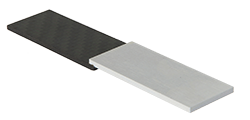
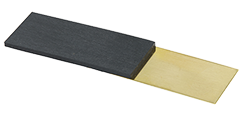
樹脂と金属の接合例

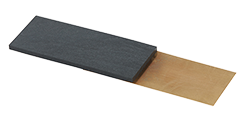
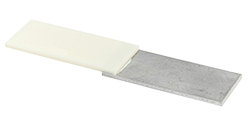
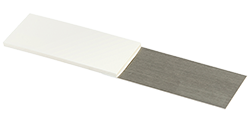
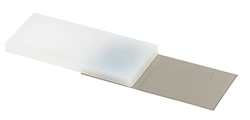
*接合実験をご希望の方は、下段の「サンプル実験のお申込み」でご連絡ください。
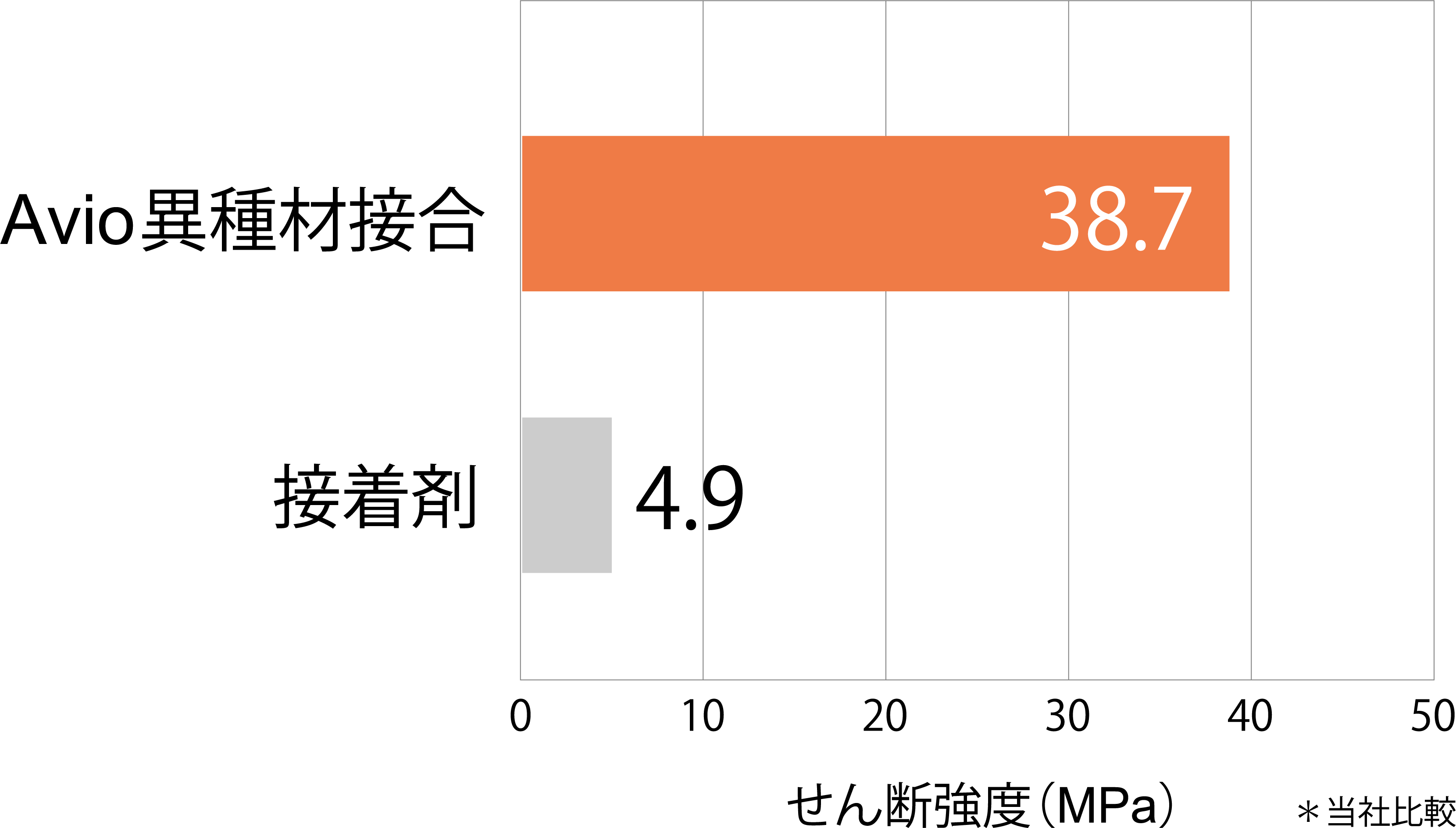
接合強度例
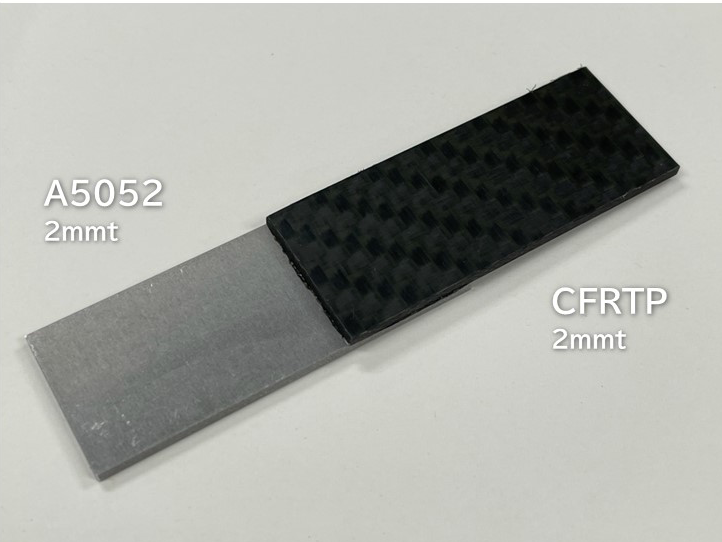
・CFRTP W20mm×D50mm×T2mm
接合部断面
樹脂が金属の凹凸に入り込んで界面で密着しているのが確認できます。
接合強度
接着剤よりも約8倍の接合強度を確保。

紹介ビデオ
本ムービーには音声が含まれていますので、音量にご注意ください
対応製品

サンプル実験お申込み
サンプル実験を行える実験室をご用意しています。
お気軽にお申し込みください。
最適接合ソリューションをご提案します。
お気軽にお問い合わせください。
045-930-3595
接合機器営業部
8:30〜17:00(土日・祝日・弊社休業日を除く)