超音波溶着の原理
超音波溶着とは、プラスチック樹脂(熱可塑性樹脂)に荷重を加えながら、超音波振動を伝達し、接合部を溶融させ接合する加工方法です。
超音波発振機とウェルダ本体(プレス装置)から構成されています。
超音波溶着の特長として、溶着時間が1秒前後の短時間接合であること、局所溶着で熱ダメージが少ない、接着材や溶剤を使用せずに気密溶着が可能など様々な利点があります。
参考情報
超音波溶着機の基本構成と役割
接合物に超音波振動と荷重を与えることにより境界面に発生する熱を利用して溶着します。
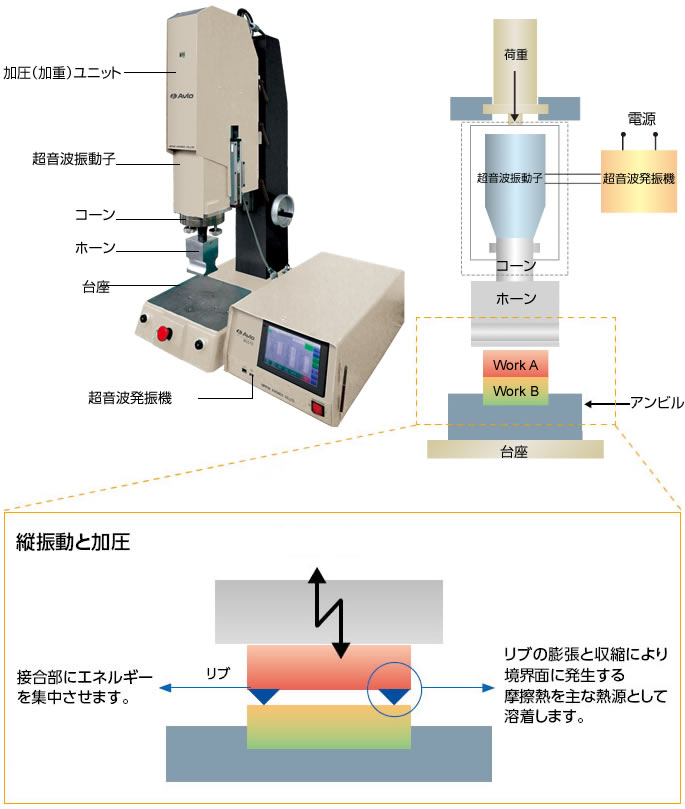
- 超音波発振機:商用電源の周波数50/60Hzを、超音波領域以上の高い電気的周波数に変換します。
- 振動子+コーン:電気的周波数を機械的振動周波数と振幅に変換します。
- ホーン:振動子の振動に共振し、接合物に振動と荷重を与えます。
- アンビル(受け治具):接合物を位置決め、固定して振動エネルギーが逃げないようにします。
- リブ:接合部にエネルギーを集中させます。
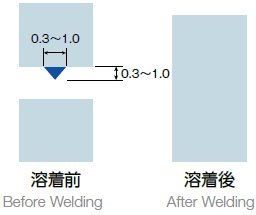
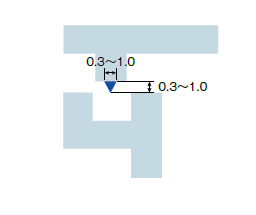
リブ形状とホーンのローレット加工
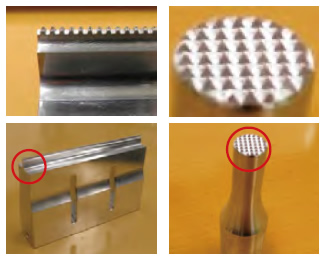
超音波溶着の際は、リブ(突起)を設けることが一般的です。薄物などリブを設置できない場合は、ホーンにローレット加工を施すこともあります。
リブ形状
(1) 標準型
- 最も多く使われている型
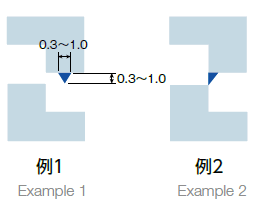
(2) ステップ ジョイント
- 位置決めが容易
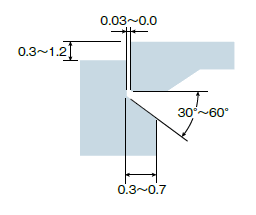
(3) シェア ジョイント
- POM、PP、PBTなどの気密溶着
(4) タンク ジョイント
- バリのはみ出し防止
ホーンのローレット加工
サンプル実験お申込み
サンプル実験を行える実験室をご用意しています。
お気軽にお申し込みください。
製品に関するお問い合わせ
製品に関するお問い合わせはこちら
(接合実験・技術ご相談)