異種材接合装置
樹脂と金属の直接接合

異種材接合装置の概要
接着材を使用しないドライプロセス工法を採用した樹脂と金属の異種材接合装置を開発しました。
この装置は、レーザ加工ステーション、プラズマ処理ステーション、パルスヒートによる熱圧着ステーションで構成されており、金属材の表面に微細な凹凸を形成するレーザ加工から始まり、プラズマによる金属材と樹脂材の表面クリーニング、そしてパルスヒートによる熱圧着工程を通じて異種材接合において高い接合強度を実現します。
各ステーションは独立しており、限られた設置エリアでも柔軟なレイアウトが可能です。
適応例

樹脂と金属の直接接合が求められる背景
GX(グリーントランスフォーメーション)実現に向けて、エネルギー消費量削減や CO2排出量削減は最重要な課題であり、産業界ではさまざまな対応を進めていく必要があります。
その中で、自動車業界では軽量化が重点課題の一つであり、軽量な樹脂の採用が進んでいます。
また、スマートフォンを代表とするモバイル機器においては、Beyond 5G(5Gの次の世代のネットワーク)を見据えた対応が必要となっています。
Beyond 5Gの無線通信で使われる高周波数帯の電波は直進性が高く、金属に反射するという特性のため、スマートフォンでは筐体やアンテナに樹脂を使う研究が進んでいます。
基地局でも金属やセラミックのフィルタを多数採用して重くなるため、カバー・筐体・アンテナを樹脂とし軽量化を進める必要があります。
このように今後GXを進めていくためには、マルチマテリアル化が重要であり、樹脂と金属の接合技術が注目されています。
日本アビオニクスでは、これらの要求に応えるため、樹脂と金属を直接接合する技術を開発し、異種材接合プロセスを研究するための「異種材接合装置」を開発し、ご提供しています。
当社が独自開発した異種材接合装置の特長
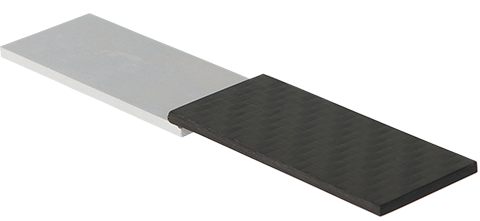
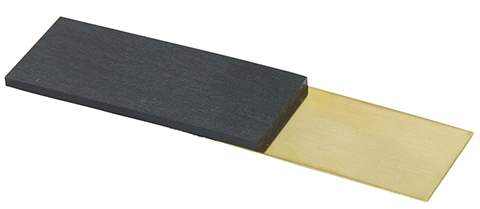
樹脂と金属の異種材接合技術は、熱可塑性樹脂(熱をかけると軟化し、冷却すると硬化する樹脂)と各種金属の接合を行う接合技術です。
さまざまな樹脂と金属が薬剤などを使わずに直接接合可能です。
接合例
こちらのページでもご紹介しています。
異種材接合装置の5つのPoint
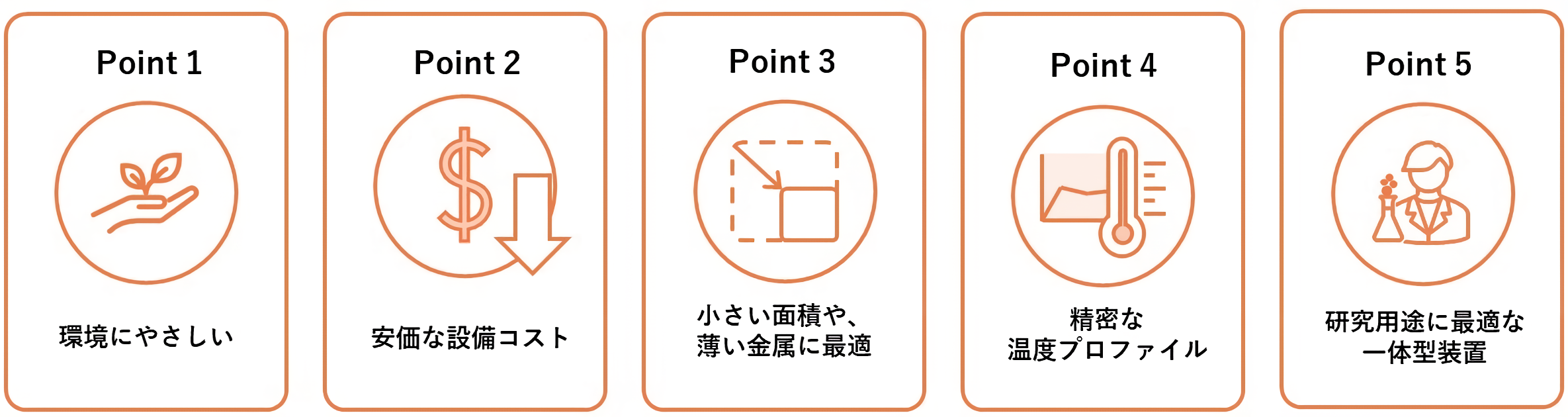
[Point 1] 環境にやさしい
ねじやボルトなどの締結部品が不要であり、接着剤も使わない直接接合のため、環境にやさしい接合技術です。
[Point 2] 安価な設備コスト
接合工程に射出成型を使用しないため、金型や大規模な装置が不要で設備コストが安価な接合技術です。
[Point 3] 小さい面積や薄い金属材料に最適
精密なはんだ付けに使用されるパルスヒートユニットで接合するため、小さい面積や薄い金属材料に最適な接合技術です。
[Point 4] 精密な温度プロファイル
接合箇所の温度を監視しながら、加熱温度を制御することで、溶けすぎなどの不良を低減することができます。
また樹脂の固まる温度まで加圧することで、樹脂の糸引きなどがない接合技術です。
[Point 5] 研究用途に最適な一体型装置
・レーザ・プラズマ・パルスヒートの3つのステーションが一つにパッケージング化されており、追加設備無しで設置後すぐに使用可能です。
・各ステーションは独立しているため、限られたスペースでも柔軟なレイアウトが可能です。
・表面処理は、薬品を使用しないドライプロセスであり、機械的および化学的結合の効果があります。
これらの特長から、研究室などでも設備しやすく、扱いやすい装置としてご提供しています。
異種材接合の接合プロセス
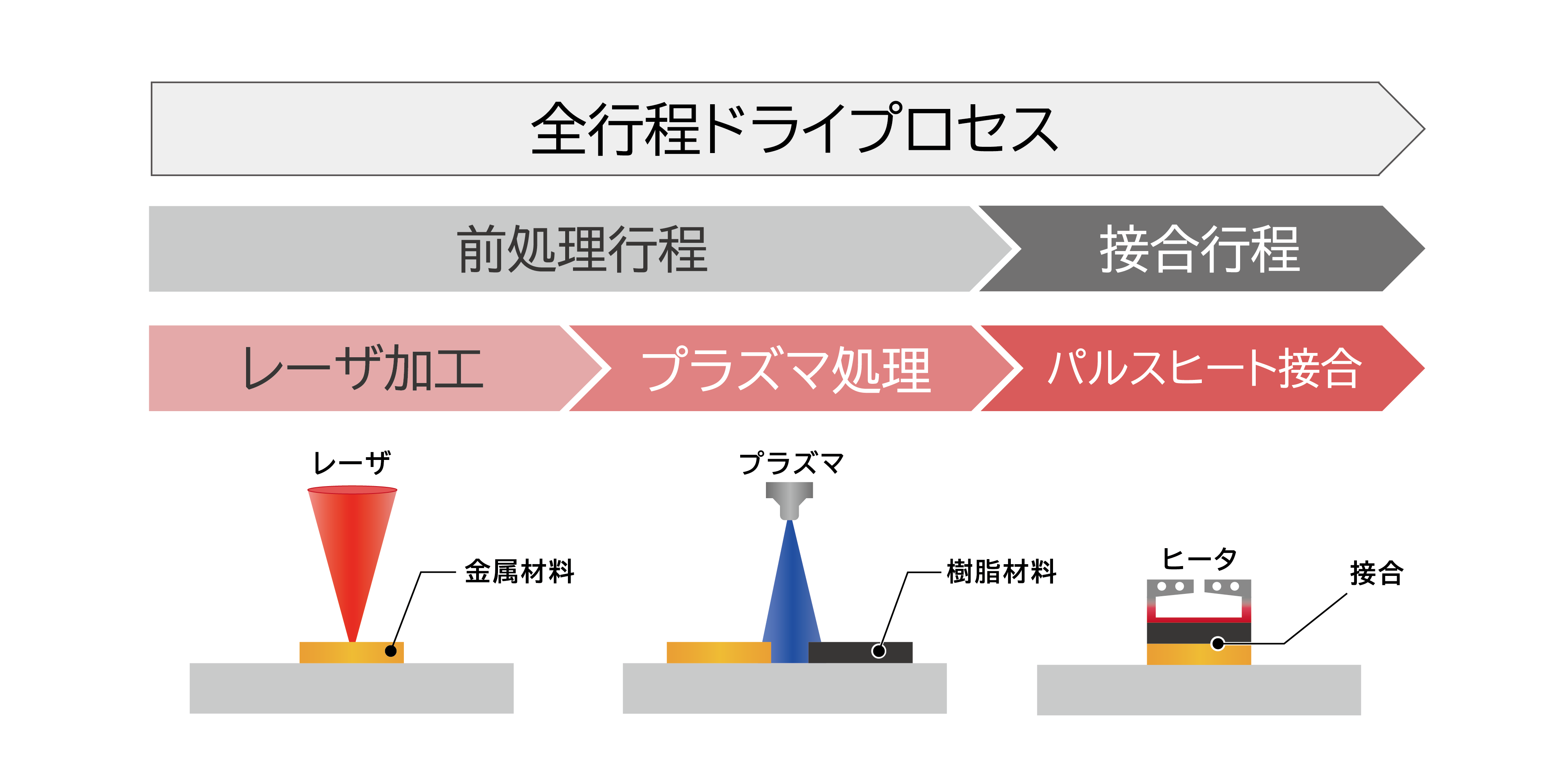
パルスヒート接合(熱圧着工法)
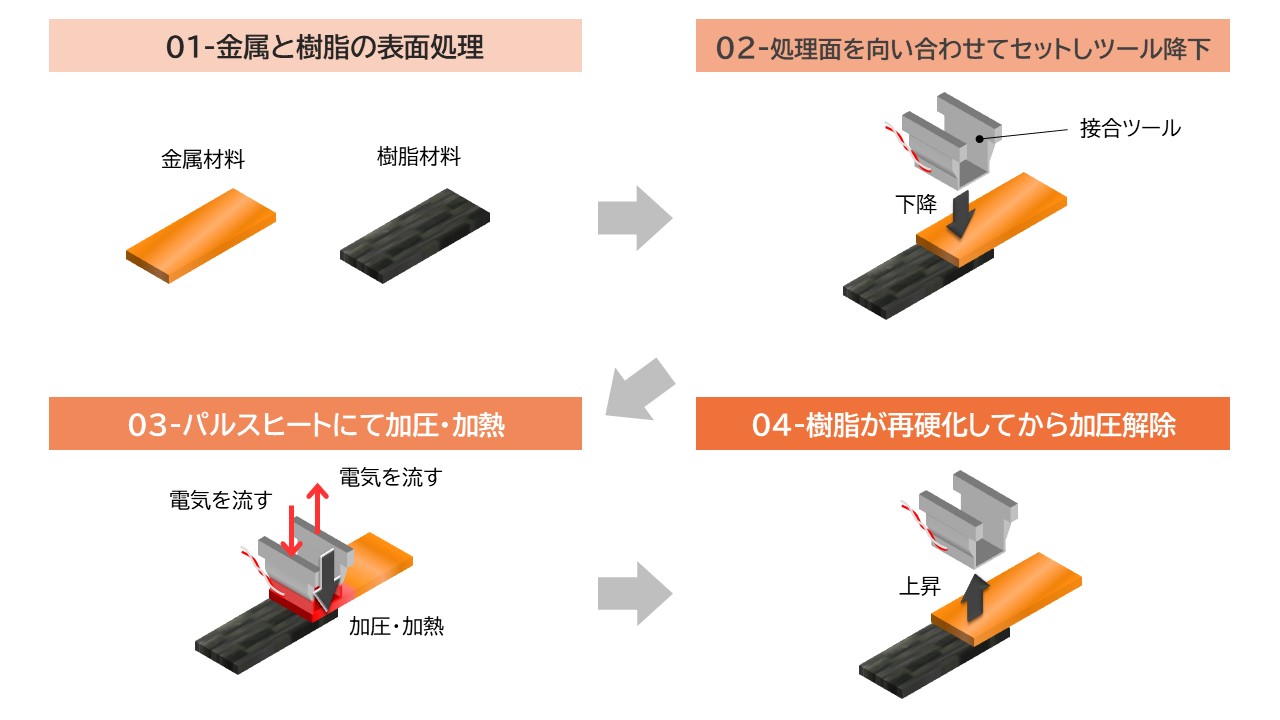
・第一工程 レーザ加工
アンカー効果による接合性能向上のために、高ピーク・高エネルギーを照射し、アブレーション加工を行い、金属表面に微細なディンプル加工を行います。
・第二工程 プラズマ処理
接合ワークの表面にプラズマを照射し、官能基形成、親水性発現、表面クリーニング効果を付与します。
・第三工程 パルスヒート接合(瞬間熱圧着)
ヒータチップあるいはヒータツールと呼ばれる金属製の接合ツールに電流を流し、ツール自身の抵抗発熱を利用して対象物を熱圧着するパルスヒートユニットにより、接合を行います。
接合強度例
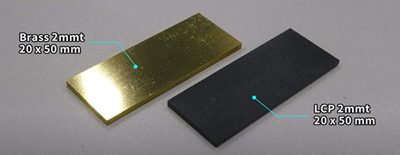
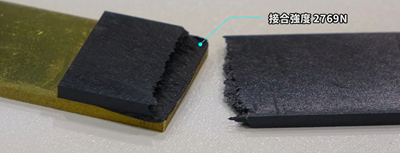
・LCPW20mm×D50mmt×T2mm
接合強度2769N
母材破壊されるまでの高い接合強度を実現。
装置仕様
| ステーション | 項目 | 仕様 | |
|---|---|---|---|
| レーザステーション | 加工範囲 | 縦横 | 50×50mm |
| 最大スキャン速度 | 6000mm/s | ||
| レーザ波長 | 1064nm | ||
| ビーム径 | 20um | ||
| 装置サイズ(W×D×H) | 500×800×1930mm | ||
| 装備 | 画像判別センサ | ー | |
| 集塵機 | ー | ||
| 観察カメラ/モニタ | ー | ||
| 入力電源仕様 | AC100V | ||
| プラズマステーション | 加工範囲 | 縦横 | 100×100mm |
| 最大軸速度 | CP駆動 | 600mm/s | |
| プラズマ出力範囲 | 500-1000W | ||
| 装置サイズ(W×D×H) | 500×800×1930 | ||
| 使用ガス | ガス種 | ドライエア、N2 | |
| 圧力 | 0.4-0.5MPa | ||
| 流量 | 40-60ℓ/min | ||
| 装備 | 観察カメラ/モニタ | ー | |
| 入力電源仕様 | 単相200V、100V | ||
| パルスヒートステーション | 加工範囲 | 縦横 | 20×15mm(ツールサイズ) |
| 加工温度範囲 | 室温~450℃ | ||
| 加圧範囲 | 300N | ||
| 使用ガス | ドライエア(チップ冷却用) | ||
| 装置サイズ(W×D×H) | 500×800×1930mm | ||
| 装備 | 変位センサ | ー | |
| 観察カメラ/モニタ | ー | ||
| 空圧源圧力 | 0.3MPa | ||
| 入力電源仕様 | 単相200V、AC100V | ||
GX(グリーントランスフォーメーション)実現に向けた取り組みは、産業界の今後10年の重要なテーマです。
その中バーチャルリアリティー(VR)を使った開発なども進んでいくことが予想されます。通信が今より早く送るためには、樹脂と金属の接合が欠かせない技術となります。
樹脂と金属のプロセスの研究に、日本アビオニクスの「異種材接合装置」をご検討ください。
関連する接合事例
サンプル実験お申込み
サンプル実験を行える実験室をご用意しています。
お気軽にお申し込みください。
最適接合ソリューションをご提案します。
お気軽にお問い合わせください。
045-930-3595
接合機器営業部
8:30〜17:00(土日・祝日・弊社休業日を除く)